Alternative designs for dam construction
18 June 2007Economy and speed of construction are the two main aspects that have led to the rise in popularity of RCC dams throughout the world. Francisco Ortega presents an overview of the main issues in RCC dam design, and describes successful experiences at Pedrógão dam, the first RCC dam built in Portugal
Roller compacted concrete (RCC) dams have become popular recently due to their cost-effectiveness compared with traditional dams built with conventional mass concrete (CVC). Since the first RCC dams were constructed more than 25 years ago, a number of different design concepts and innovations have been developed to fulfil the objectives of the structure. The selection of the type of RCC dam concept that better suits the conditions of each project should be carefully evaluated. The optimisation in the use of the materials available is a main aspect to consider for that selection. There is one main aspect that generates a series of design possibilities of the different elements of the RCC dam. This primary aspect is the involvement of any kind of pozzolanic material within the RCC mix.
Pedrógão is the first RCC dam to be built in Portugal. It has been completed recently as part of the Alqueva Multipurpose Project. In June 2003, an alternative proposal for the design and construction of the RCC dam was accepted by the Owner and the Engineer. The main aim of this solution was to design RCC with good in-situ properties to avoid extensive treatment of the horizontal joints between the layers and to obtain enough impermeability in the concrete structure itself to avoid the use of the originally designed waterproof membrane attached to the upstream face.
The use in the RCC mix of the available fly-ash in high proportions within the cementitious materials made possible a comprehensive optimization in the quality of the RCC mix. An extensive series of trials were developed prior to the start of the RCC placement in the main dam. The results of the quality control programme during construction and the performance of the dam after impoundment are very satisfactory. The experience at Pedrógão - which is described in detailed later in this paper - has shown that the 'all-RCC' dam concept is the best option when a fly-ash is available at a reasonable price. According to this concept, the RCC dam is designed as a 100% roller-compacted concrete dam and basically no other concrete mixes or auxiliary items are incorporated into the structure to provide strength or impermeability.
Current tendencies in the design of RCC dams
During the last 25 years, the design and construction of this type of dams has changed, with two main tendencies recently observed. The first one is the design concept in which the quality of the concrete is good enough to become by itself the structural body and the impermeable upstream barrier. The second is where the concrete mix is of less quality, and thus additional elements are required to improve both the strength and the watertightness.
The first group of dams are commonly designated as the 'all-RCC' dams. The second group is known as the 'compound-RCC' dams. Typical features of both concepts are included in Table 1.
Both approaches are valid from a technical point of view and there are enough examples of each concept throughout the world. The success of each particular implementation depends on a number of factors that are not always necessarily specific to RCC dams. The boundary conditions that can have a major effect on the design, construction and performance of RCC dams are those typically found in large civil engineering projects. These are for example the experience of the design and construction team, use of the materials available, quality of the resources, the site organization, meteorological conditions, logistics in the supply of construction materials, etc.
But there are two aspects that could be considered more specific to RCC dams and, in general terms, they strongly define the final design approach. The first aspect is the use of any kind of pozzolanic material within the RCC mix. The second aspect is the degree of simplicity that it is possible to achieve in the design of the RCC structure.
Modern tendencies in the design of 'all-RCC' dams have moved towards the extensive use of components in the mix that extend the time in which the fresh properties of the material are maintained, thus increasing the time when the paste still has some activity and extending the period of proper workability. The extensive use of cement substitution by natural or artificial pozzolans (fly-ash or other) as well as set retarder admixtures are key components in the present design of the concrete mixes that are used in this kind of RCC dam. The experience is particularly interesting for those regions with hot climates, where this construction method has been applied recently with great success (Iran, Jordan, India, Myanmar, Vietnam, etc.)
The extension of the period of activity of the concrete masses is even more important in concretes where the mixture proportions are designed with a high paste volume (water + cement + pozzolan/fly-ash) relative to the volume of voids left by the compacted body of solids. In these cases, the excess of paste that concentrates in the top surface of the lifts while being compacted is the main agent that guarantees the bond between the layers and its impermeability. Some examples are presented in the references [1]. With this concept, large exposure time between layers with no treatment of the joint surfaces has been possible and the placing area has increased in size. Also, as a consequence of both aspects, it has been possible to increase the placement rate significantly. This was the case at Olivenhain dam (US, 2002), a 92m high RCC dam that was built in just eight working months, achieving peak rates up to 225,000m3/month [2].
On the other design approach, the 'compound-RCC' dams are built with little or no involvement of such pozzolanic materials or set retarder agents. These mixes do not show such good performance of the concrete matrix and of the untreated lift joints. In a very high number of cases, the RCC dams that do not use pozzolanic materials are designed with an upstream watertight membrane and, as frequently required from the structural design, the performance at the lift joins need to be improved by using bedding mixes.
In general terms the construction of the 'all-RCC' dam involves less number of activities and it is usually a more simple structure. The fastest RCC dams that have been built so far belong to this group. A good example of this first group is Beni Haroun dam in Algeria (Figure 1) and a typical example of the second type of RCC dams is La Miel I in Colombia (Figure 2). The total volume is similar in both cases with ca. 1.65Mm3 of RCC. The capacity of the concrete production plant and the transportation system were similar in both projects and close to 500m3/hour. Both dams were built by experienced international Contractors. However the peak monthly production was respectively 175,000m3 at Beni Haroun and 118,000m3 at la Miel.
Cost of RCC dams
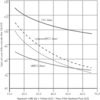
During the 22nd icold meeting held in Barcelona (Spain) in June 2006 a preliminary exercise was presented by the author regarding the cost of different design approaches of RCC dams [3]. The conclusions of that analysis relative to these two main design tendencies are presented in Figure 3.
In this Figure, the apparent width of the dam has been selected as the unit of reference for comparison. This value is calculated as the ratio between the dam volume and the area of the upstream face, and gives an indication of the size of the dam. The main advantage of using this parameter is that it makes it possible to take into consideration the influence in the overall unit cost of the dam not only the cost of the concrete mixes used in the dam core but also the cost of the dam faces. The results are expressed as total unit costs including both direct and indirect costs. The effect of the simplicity in the design is evaluated through the speed of construction, affecting mainly the construction period and thus the indirect costs.
As can be seen in this figure, the 'all-RCC' dam concept shows economical advantages compared to the 'compound-RCC' dams for practically all dam sizes. The comparison with the higher cost of the traditional CVC dams has also been included as a reference. However it should be noted that if an RCC dam of any kind is not designed as a simple structure, and/or is not built with a correct construction methodology, then it might become even more expensive than an efficient traditional CVC dam. The absolute values of the cost that are shown in this Figure were based on homogeneous unit rates of the resources and similar site performance and conditions for all design options. These conclusions could be taken as a preliminary reference but for final design purposes each particular project should be analysed considering its specific conditions.
Case Study: Pedrógão dam [4,5]
The construction of Pedrógão dam took place between August 2002 and March 2006. Impounding started in October 2005. Figure 4 shows the dam from the right abutment shortly after impoundment. The dam is a straight gravity structure 450m long, including a 300m long free surface spillway. The spillway crest (WES profile with the crest at El. 84.8) is divided into ten spans of 28.8m each, separated by nine piers. The total volume of RCC and conventional concrete (CVC) is 400,000m3 and the dam has a maximum height of 43m above the foundation level.
The section constructed in CVC is located at the left bank and it is divided in six blocks. The auxiliary embedded elements for the operation of the dam are all located in this area. This involves various items like auxiliary discharge, the small hydro scheme, ecological flow and water discharge outlet and fish lock. The first two blocks of the surface spillway, from the left side, are also constructed in CVC as a transition zone towards the RCC blocks. The CVC concrete blocks were completed during summer 2005.
The rest of the dam, mainly the spillway sections and the blocks at the right abutment, are built with RCC. The spillway structure has been built on top of it with a conventional concrete. The RCC in the main dam was placed between April and August 2004, with some delay from the original programme mainly due to two overtopping events of the temporary cofferdams during the previous winter.
RCC concepts
The original design concept for Pedrógão was a typical 'compound-RCC' dam gravity structure with an upstream impervious membrane. The strength across joints between layers was achieved by placing a bedding mix on all lift joints and the impermeability through the dam was guaranteed in the original design by the upstream impervious membrane attached to pre-cast panels. The Contractor estimated that both the erection of pre-cast panels and sealing of the attached membranes and the transportation and spreading of the bedding mix at the horizontal joints would mean a significant limitation in the rates required for the RCC dam construction. According to previous experiences in similar site conditions, it was also estimated that an 'all-RCC' dam concept could be followed taking advantage of the good-quality fly-ash available in the local market at a relatively low cost.
RCC mix design
The aggregate source in the Guadiana river selected for the project had some excess of fines passing #200 sieve (0.075mm) that in certain areas showed some plasticity. In the original 'compound-RCC' design concept the quality of the concrete was less critical and it had been specified to use all these natural fines and split the aggregate in just two sizes (9.5/38 and 0/9.5mm). One of the main actions to improve the quality of the concrete mix in the alternative design concept was to set up a new specification for the aggregate. The number of sizes of aggregate was increased to four: two coarse aggregate (19/38 and 5/19mm), a fine aggregate (0/5), all three obtained from crushing, and wet-classifying in a new designed aggregates plant, and number four, a limestone filler that was available in the area and that could be used to improve the lower part of the gradation curve. To meet the requirements of the new coarse and fine aggregate produced in the installation both water jets on the screens and a wheel classifier were incorporated. The coarse aggregate achieved by this process was a well-controlled product in terms of gradation and lost by washing (below 1%). The fine aggregate had a maximum percentage below sieve #200 of ca. 1 to 4% that in combination with the limestone filler (95% below sieve #200) guaranteed a minimum quality of the fines. The minimum void content of the fine aggregate after combination of both materials, the 0/5 from the river and the limestone filler, comes close to a combination including 15% of filler and 85% of 0/5. The lowest void ratio of the compacted fine aggregate changed from 0.29 to 0.32 depending respectively on whether a well-graded or a poor-graded natural sand was considered. Without filler (100% sand) the void ratio increased to 0.32 to 0.35, respectively. Finally the 10% filler was selected by analysing other parameters in the mix like workability, uniformity, strength and permeability. In addition, an alternative mix without filler was also investigated, to leave a back up option in case of a lack of this material.
The improvement in the quality of the aggregate that was produced for the alternative RCC mix had a significant impact in the strength of the RCC for similar cementitious materials content. A relatively low-cost RCC mix could be designed using a large proportion of fly-ash (165kg/m3 in the finally selected primary mix used in the dam) and reducing the cement content down to 55kg/m3. This mix also showed clear advantages in terms of its relatively low heat generation. The extensive use of fly-ash and the use of the different aggregate quality helped to improve the workability of the RCC mix. The water demand for a similar consistency could be reduced in more than 20%, showing direct positive implications in the strengths and in the in-situ properties.
Specification of the lift joints
The final specification for the treatment of the horizontal joints between the layers was defined after coring and testing the full-scale trial samples in December 2003. The performance of the joints between the RCC layers was analyzed in terms of both strength and permeability. A good bond could be achieved between layers that were placed in a gap of time below 15 hours, and that have received no treatment apart from a continuous curing. This was approximately the time of initial set of the lower layer (a set retarder admixture had been also incorporated in the RCC mix). This limit could have been extended even more according to the results but a reasonable factor of safety was allowed in the design. The full-scale trial had been built in August/September 2003, at the hottest season of the year (average temperature 26°C). On the safety side, the 15 hours time was defined as the maximum time between layers placed in the dam that would require no treatment, independent of the ambient temperature. The capacity of the concrete plants was such that, even in the layers with larger volumes, two layers could be placed in one day. With an optimised methodology, the dam could be constructed continuously with no treatment at lift joints. The interference with the production, transportation and placement of bedding mixes in front of the RCC placement was no longer an obstacle to the RCC placement, besides the significant cost reduction that could be achieved.
Construction of the dam faces and rock abutments
The faces of Pedrógão RCC dam were formed placing directly RCC against standard continuous forms for RCC dams. No bedding mixes were required and just a thin layer of grout (cement+water) was placed against the forms before the RCC was spread in that area. With this procedure the consistency of the RCC could be changed in-situ in a very simple way until it was suitable for traditional immersion vibration. An excellent finish was achieved at the dam faces with this grout-enriched RCC system. The same procedure was used with excellent results as interface concrete between the RCC and the rock abutments.
Quality control and dam performance
During construction of the RCC dam a complete set of Quality Control Records was kept and used for continuous monitoring of the quality of the works. These included both fresh and hardened properties of the concrete as well as periodical control of the materials.
From the analysis of the QC records of the primary selected mix (RCC-2 with 55kg/m3 of cement and 165kg/m3 of fly-ash) it can be concluded that the concrete has performed better than expected. The average cylinder compressive strength is 16.5 MPa at 1 year, nearly 40% above design values and the average cylinder tensile strength is as high as 1.72 MPa at 1 year.
After completion of the dam some cores (diameter 123mm) were extracted from the dam crest in order to evaluate the in-situ properties of the RCC. The lift joints were completely invisible. This fact showed that the dam was monolithic in the vertical direction and that the main objective of the 'all-RCC' dam concept had been achieved. Some samples were cut and tested at compressive and tensile strength at ages ranging from three to seven months. Results of compressive strength are within a range ±10% of that of the manufactured cylinders. In-situ density of the core samples averages 99.6% of the theoretical air-free-density. The in-situ direct tensile strength (including those across lift joints) varies from 0.93 MPa of the primary mix (RCC-2) at an age of six months to 1.55 MPa of a richer mix used at the upstream top of the dam (RCC-1 with 90 kg/m3 of cement and 130 kg/m3 of fly-ash). Those values are even higher than the minimum values estimated with the results of the full-scale trial.
The coring process with such relatively small diameter and drilled just three months after completion of the RCC placement was not very optimised. In fact the holes were drilled with little control and the standard procedures for RCC coring were not followed completely. This resulted in more breakage on the samples than desired. In order to obtain a final confirmation of the good quality of the concrete, a core was drilled more carefully with a core diameter 190mm. Along this hole, samples three meters long could be extracted in the critical lower area where the primary RCC mix had been used and in which the joints could not be identified either.
One of the major concerns at the time of approval of the alternative design and acceptance of removal of the upstream impervious membrane was the permeability through the concrete. Several permeability tests were carried out either at the laboratory with water pressure cells at maximum pressure between 15 and 25 bars, or in situ permeability tests (Lugeon and Lefranc type tests). The value of the coefficient of permeability measured in laboratory on RCC specimens at 1 year ranged from 5x10-10 to 10-13m/sec, for mixes RCC-2 and RCC-1 respectively. The in-situ tests confirmed permeability values of 10-9 to 10-11m/sec with concrete ages between 60 and 90 days.
The coefficient of permeability has been analysed at Pedrógão for different mixture proportions and set of materials. For a total cementitious material content of 220kg/m3, the reduction of the RCC permeability with time has been found more pronounced for mixes with 60% of fly-ash than those with 75%. For example, the permeability of the richer mix RCC-1 reduces from 6x10-9m/sec at 28 days to 10-13m/sec at 1 year while for mix RCC-2 the reduction is less steep, from 10-8m/sec at 28 days to 5x10-10m/sec at one year. Also mixes where the fly-ash was partially replaced by filler were found slightly more impervious at early ages but similar values were found at the design age of one year than those without filler.
The final permeability test has been the measurement of the seepage through the concrete dam after first impoundment. The following values were taken three months after full impoundment and do not refer to seepage through foundation. The vertical drains crossing the RCC layers do not give any permeability showing the excellent impermeability of the RCC lift joints. The 75mm drains between water-stops of the upstream face are also dry except two of them with respective values of 0.20 l/s and 0.08 l/s. The other only point where permeability in the RCC structure can be measured is a minor inclined crack crossing the dam at the alignment of a fault in the foundation in the river bed. The permeability at this plane that has been measured in the intersection with the drainage gallery is 0.12 l/s. Therefore after three months since first impoundment, total permeability through the structure was 0.40 l/s. This is equivalent to an Unit Seepage (US, as defined by Hansen [6]) as low as 0.025 l/s. It is very likely that this value will become nil in a very short time. In addition it has been proven that the RCC lift joints designed in the alternative proposal are absolutely impervious and that the upstream impervious membrane is not required if the RCC structure is designed and constructed with good quality.
Conclusions
The first RCC dam in Portugal was successfully placed in operation in 2006. Two different concepts of RCC dams were considered throughout the design process of the dam. Initially a combination of RCC, bedding mixes at lift joints and upstream impervious membrane was the basis of a so-called 'compound-RCC' dam design concept. After award of the contract an alternative design was proposed and accepted which followed the 'all-RCC' dam concept.
The experience at Pedrógão RCC dam has made it possible to clearly demonstrate that if materials available are within a reasonable margin of quality and if the design and construction processes are optimised, the 'all-RCC' concept is faster to build and more economical than a 'compound-RCC' dam. The in-situ properties of the RCC at Pedrógão dam are similar (or even better) than those that had been previously achieved in the 'all-CVC' dams that were completed in the past all over this highly-experienced country in concrete dams design and construction.
Table 1 Figure 1: Beni Haroun dam (Algeria), typical example of an 'all-RCC' dam (1.65Mm3, h=120m) Figure 1 Figure 2: La Miel I dam (Colombia), typical example of a 'compound-RCC' dam (1.65Mm3, h = 190m) Figure 2 Figure 3: Comparison of the unit cost of the RCC relative to the design concept and dam size Figure 3 Figure 4: Pedrogao RCC dam shortly after impoundment, March 2006 Figure 4 Author Info:
Francisco Ortega S, FOSCE Consulting Engineers. www.fosce.com
TablesTable 1