Sharing experiences of pumped storage unit design
7 May 2010The design of pumped storage plant units has to ensure high availability and reliability for peak load operation. Over the past 50 years Alstom has continuously investigated and improved its designs to consider the cycling of machines, adjustable speed, efficiency and reliability. This paper takes an in-depth look at Alstom’s experience of designing and installing reversible pumped storage plants
More than fifty years ago, alstom designed one of the first reversible pump turbines. These were historically low head axial units like those installed at Argentat and Cambeyrac (1953), as well as Saint Malo (1956) in France. Then, in 1961, the 24 tidal pump turbine units were ordered for La Rance. Commissioned in 1966, these are still operating successfully in pumping and generating modes in the seawater.
Since then, many pumped storage plants have been put into operation. Nowadays, centrifugal pump turbines for medium and high heads are the most common type of unit required in projects. In this category, Alstom provides both single-stage and multi-stage types. The first centrifugal pump turbines made by Alstom were:
• Revin (4x188MW/240m head) ordered in 1970 (France).
• Tajo-Encantada (4x92MW/380m head) ordered in 1972 (Spain).
• Montezic (4x212MW/419m head) ordered in 1975 (France).
The company gained additional experience of single-stage units with diagonal or Deriaz type pump turbines at Naussac in France (58m head). The pump turbines were specifically designed to guarantee minimal environmental impact [1&2]. The present trend with centrifugal pump turbines is to equip higher and higher head sites. Over the past 30 years, more than 125 Alstom reversible pump turbines, amounting to more than 21,000MW, have been operating safely.
For more compact and efficient operation above 800m, Alstom has also developed multi-stage units. In this kind of machine, the total head is divided by the number of stages, which offer less stress and vibration in machine components. Thus, they offer a greater level of efficiency and reliability than single-stage units for high heads.
With La Coche (2x75MW/900m head) in 1971, Alstom began to develop multi-stage centrifugal pump turbines with a fixed diffuser. The company has installed many units up to 1200m head like Bissorte 2 (4x156MW/1194m head). Adjustable double-stage machines were also studied for Le Truel (1x 38MW/438m head) which has been in operation for approximately 20 years, and the four units of Yang Yang (258MW/798m head) in Korea which was commissioned in 2006.
Recent achievements
Between 1996 and 2007 Alstom worked on 15 pumped storage projects around the world. Among those, 11 covered the Asian market, representing 44 units and more than 12,500MW. Most of these projects concern single-stage reversible pump turbine units, although Yang Yang is a double-stage regulated and reversible pump turbine. This project comprises 4x258MW units under a maximum gross specific hydraulic energy > 8000J/Kg. Each unit consists of a double-stage, double regulated and reversible pump turbine and a motor-generator both designed by Alstom.
Net heads up to 817m in turbine mode and 832m in pump mode are considered as a limit for conventional single-stage pump turbines. This is the reason why a thorough comparison was done between single-stage and double-stage regulated units at Yang Yang. The double-stage regulated solution was finally chosen since it offered greater efficiency due to a higher specific speed and less stresses in turbine components. The runner manufacturing is also easier as the diameter is much smaller. Moreover, the achieved commissioning of the units fully confirmed the good dynamic behaviour of the units particularly regarding the low level of vibrations [3&4].
Design considerations
When designing a pumped storage power plant, several parameters have to be considered, such as:
• Reservoir level variation and consecutive head range.
• Optimising the output rating in relation to this head range.
• Minimising submergence.
• Balancing the generated output and pump input.
• Optimising the performance in both generating and pumping modes.
• Minimising the pressure fluctuation and vibration levels.
Some of these requirements are conflicting and require more in-depth analysis than conventional turbine design, while model test checking is essential [5]. Apart from high levels of efficiency in a wide range of operation, required in both pump and turbine modes, the main specific characteristics of Alstom’s recent projects are:
• A frequency variation range which can reach up to -2 to 2Hz.
• A pressure fluctuation level which must be mastered mainly between the runner and the guide vane and in the draft tube.
• A pump minimum discharge and a pump maximum input required respectively for the maximum and the minimum net heads.
• A net head range which can be more or less important.
Designing a pump turbine is an iterative process where all steps are interdependent [6]. For all components (spiral case, stay vanes, guide vanes, runner and draft tube), geometry definition is the first step of the hydraulic design process. This task is achieved by using geometrical design software developed by Alstom. The capabilities of recent computer and CFD codes allow increasingly accurate fine hydraulic computation of all parts of the pump turbine. Navier Stokes computations are performed using commercial software. The objective is to check the behaviour of flows in the whole operating range, in both pump and turbine modes. It also allows verification to see if hydraulic criteria are satisfied.
When the design of the runner and other components are hydraulically validated by CFD, a mechanical check is performed based on a structural analysis with the use of a finite element model (FEM). This point is considered during the design development through hydraulic and mechanical optimisation.
The runner design is optimised using Navier Stokes computations to deliver the best characteristics in term of efficiency and cavitation behaviour in both pump and turbine modes. For the cavitation behaviour, specifically in pump mode, the pressure level at the blade’s leading edge is calculated in order to guarantee a cavitation-free pitting area over the operating range. To avoid any risk of cavitation pitting in pump mode, the most appropriate hydraulic shape during the runner design must be found.
Mechanical design
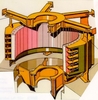
A typical arrangement of a pumped storage unit involves a shaft-line resting on three bearings: two for the motor-generator and one for the pump turbine. The thrust bearing is generally supported by the lower bracket, but in some cases it can be mounted on a cone transmitting the thrust load directly to the headcover [7]. A spherical valve is used to isolate from the upstream penstock pressure.
Dismantling of high-head pump turbine components is done either through the generator motor stator bore or at the pump turbine pit level. The bottom ring and the draft-tube cone are in such a case embedded into the concrete.
As a PSP is likely to operate several cycles a day in both pump and turbine modes, implying many starts and stops, the inlet and covers of the hydraulic machine are repeatedly submitted to high static pressure variation. A robust design is necessary.
The inlet spiral case and stay ring are made of high strength steel plates and castings; elements are fabricated and stress relieved in a workshop to be assembled on site. It is pressure tested before concreting and is concreted with partial water pressure inside in order to ensure a stiff anchorage to the civil works.
The main components are carefully checked by FEM calculations. Static, dynamic and fatigue analyses are performed to take into account the specificities of the pump turbines in terms of dynamic solicitations, especially at the interaction between the runner, guide vanes and head cover. The runner is a critical component which requires simultaneous hydraulic and mechanical optimisation at an early design stage. Alstom developed in-house automated procedures to directly link wall pressure fields issued from CFD results to mechanical FEM. The complex 3D shape of the blades is precisely reproduced using a five-axis numerical control milling machining process. Accessibility for welding the runner blades to the crown and band may require fabrication with segmented circular elements.
Motor generators
Alstom has built more than 20 motor-generators for up to 300MW for differing speeds. These include the very high speed units at Afourer in Morocco (190MVA, 750rpm), Beni Haroun in Algeria (90MVA, 1000rpm) and Feldsee in Austria (75MVA, 1000rpm).
In order to follow the design requirements for peak-load units and to guarantee high availability of the machines, Alstom applies the following design concepts to its motor-generators: structural design with oblique elements; permanent pre-stressed stator core; VPI insulation system and slot ripple spring; self ventilated rotor rim; redundancy on auxiliaries.
Structural design with oblique elements
High cycled machines are very sensitive to thermal expansion, centrifugal forces, and forces involved in fault disturbances such as short circuits. The concept of oblique elements is designed to meet requirements like roundness, concentricity and stability of the motor-generator in all operation conditions and to minimise the impact of the above-mentioned forces.
The stator frames are welded structures designed and dimensioned to withstand all possible stresses. Evenly distributed around the stator frame circumference, steel plates are oblique welded to the radial direction. The bottom ends of these steel plates are bolted to the base plate and act as frame feet. These oblique plates also act as springs between the stator frame and the foundation. This arrangement provides a rigid connection against eccentric displacement movements. Radial displacements are thus prevented but free concentric thermal expansion is allowed. Buckling of the stator laminations, which occurs in rigid frames with non-flexible connections to the foundation, is not possible with this arrangement. This firm connection is totally maintenance-free, and no regular inspection of the connection frame to the base is required.
Stator core pressing system
Independent from the core clamping system, the laminations are compressed by hydraulic jacks using clamping bolts through the core. The permanent pre-stress in the clamping bolts is maintained even after any settling of the stator core due to heat and vibration. Clamping fingers transfer the pressure to the stator core teeth. The location of the clamping bolts along the midline of the stator segments ensures uniform distribution of the core pressure. Additional spring elements in the clamping bolts ensure that the compressive force exerted on the laminations due to the pre-stressing of the bolts remains present even after a long service period of the generators. With this system, buckling of the core is avoided, and it is required for pumped storage schemes with high thermal dilatations.
VPI insulation system and slot ripple spring
The reliability of the stator winding is determined primarily by the quality of its insulation. The Micadur insulation system has been used by Alstom for more than 40 years. The system has been continuously investigated and further developed, producing excellent results on all machines even under severe conditions.
The Micadur system consists of a continuous tape insulation impregnated with synthetic resin in a vacuum which is subsequently cured. A glass fabric strip is used as a carrier material for the high-grade mica fleece and a specially developed solvent-free epoxy resin is the impregnating agent. The uniform production process ensures high quality insulation.
To facilitate insertion of the bars, to ensure a good fit, and good heat transfer between the insulation surface and the stator core, the straight portions are supplied with a ‘round-packing’ consisting of a double-folded conductive polyester foil filled with a curable rubber compound. This system also warrants an excellent grounding after installation due to the gap free installation (no discharge effects on the outer part of the bar).
Self ventilated rotor rim
Depending on the machine dimensions, Alstom applies one of two standard cooling philosophies with self-ventilated rotors:
• Standard rim-cooled ventilation design which has been thoroughly tested in the past and provides a secure and stable cooling system.
• High-speed PSP-generator ventilation design, which was specifically adjusted to overcome the high-speed generator constraints such as the small ventilation relevant entry diameters.
In the classical design, the air coming from the heat exchangers flows into the spider, it passes through the rim, the poles and enters the stator core before passing through the heat exchanger again. A small part of the air leaves the pole gap and the air gap axially and after cooling the winding heads and connectors, merges with the stator cooling air before entering the heat exchangers.
The high-speed solution uses the advantage of additional straight, radial blade fans on the top and bottom side of the rim to provide an additional volume flow. This is required because the small available air passage dimensions in the spider and rim limit the volume flow in a way that the required volume flow cannot be met. In the pole gap the parallel flows (rim and fans) merge together and continue in the same way as the standard rim-cooled solution. To ensure a homogeneous pole coil cooling, this cooling design has two additional features. Firstly, it guides the air coming from the rim to the axial pole coil centre and secondly, a specific air flow passes between the pole coils and the pole bodies thus cooling the coils from the rear.
Plant integration
alstom-hydro is a plant integrator and provides a complete range of pumped storage electromechanical equipment. This includes pump turbines, motor-generators, control systems and optimised hydro mechanical and balance of plant (BOP) equipment.
Depending on the customer’s preferences, Alstom can provide an integrated turnkey PSP or various separate lots. For turnkey projects, specialised Alstom Hydro teams have developed specific skills for optimising the complete plant configuration to help ensure highest global water-to-wire performance.
As the runner of a high head pump turbine needs to be located under the normal pool level of the lower reservoir, this type of machine has to be installed in a cavern.
A dedicated cavern is also designed in order to arrange the generator step-up transformers, the starting equipment (SFC) and sometimes, an underground substation (GIS). One gallery per unit is excavated between the powerhouse cavern and transformer cavern to arrange the insulated phase bus and related equipment.
Moreover, a downstream gate cavern is created in order to install the draft gates or tailrace emergency gates. Sometimes, a dedicated upstream gate cavern is needed to install one spherical valve per unit if the powerhouse width is not sufficient due to a large generator. This is the case for low rated speed such as Balianhe project in China.
If we consider the access tunnel, the HV cable tunnels, the penstocks with bifurcations, the draft tube and tailrace tunnels, the surge tanks and other galleries for drainage, ventilation and construction, the excavation cost is very important and the civil work design is considerable at a pumped storage plant.
The power evacuation design is particularly sensitive for PSPs and more complex in comparison with a hydro power plant (HPP). For an HPP, the insulated phase bus (IPB) is generally associated with a generator circuit-breaker (GCB) only. For a PSP the IPB is moreover associated with a phase reversal disconnector (PRD), a back-to-back disconnector (BBD), a starting disconnector (SD), a neutral disconnector (ND), an electrical braking disconnector (EBD) or electrical braking circuit-breaker (EBCB) and a starting circuit.
The last one is mainly constituted by the static frequency converter (SFC), the dedicated input and output transformers, the AC reactors, the DC reactors, the related circuit breakers, the by-pass disconnector and the starting bus which link all the units.
Consequently, the power evacuation circuit is more complex and delicate for a PSP. The number of daily average starting and stopping cycles varies for each project (one cycle means one starting and one stopping sequence). For example at Huizhou PSP, it is ten cycles per unit and per day. This means equipment is more stressed for a PSP than for a HPP.
Seven operating modes are generally used at a pumped storage plant: generating; spinning reserve; synchronous condenser in generating direction; pumping; synchronous condenser in pumping direction; standstill; black start.
Twenty-three mode transition schemes are issued in operating modes with a dedicated time for each.
The authors are Jean-Bernard Houdeline, Jean-Bernard Harnay and Gérard Vuillerod from Alstom Hydro France, and Thomas Kunz from Alstom Switzerland
This article is based on a paper originally presented at the Waterpower XVI conference held in July 2009 in Spokane, Washington. The conference technical papers are available on CD from PennWell’s Hydro Group. www.waterpowerconference.com
| Hydro control systems |
| Alstom Hydro Control System (HCS) concept is designed to control and supervise hydro power plants. It is based on Alspa Digital Control System (DCS). Alspa is a system designed, developed and maintained by Alstom and it is designed specifically for power generation applications. |